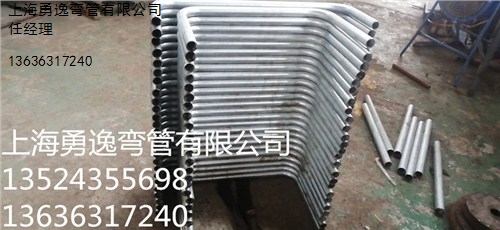
优点:成型速度快、产量高,且不损伤涂层,可以做成多种多样的截面形式,以适应使用条件的需要;冷轧可以使钢材产生很大的塑性变形,从而提高了钢材的屈服点。缺点:虽然成型过程中没有经过热态塑性压缩,但截面内仍然存在残余应力,对钢材整体和局部屈曲的特性必然产生影响;冷轧型钢样式一般为开口截面,使得截面的自由扭转刚度较低。在受弯时容易出现扭转,受压时容易出现弯扭屈曲,抗扭性能较差;冷轧成型钢壁厚较小,在板件衔接的转角处又没有加厚,承受局部性的集中荷载的能力弱。
在可逆轧机起车及降速阶段,采用相同的压下规程,适当增加乳化液的浓度,就可以明显降低轧制力;当其他条件基本一致时,56℃的乳化液比49℃的乳化液润滑能力差,轧制力平均大3%左右,而且是每道次轧制力都要大一些;在轧制薄规格带钢时,必须用参数适宜的乳化液进行轧制润滑,才能使单机架平稳地轧制薄规格带钢。乳化液温度对轧制力的影响乳化液的使用温度也是影响轧制润滑的主要因素之一,温度影响弥散形乳化液的油滴颗粒大小和展着性。过低的温度有可能使乳化液产生酸败,生长细菌,且低温不利于轧制油中极压剂等添加剂发挥作用而影响润滑;温度过高,乳化液颗粒度易长大,影响乳化液稳定性,油耗上升。在其他条件完全相同的情况下,不同乳化液温度对轧制带钢有一定的影响。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的商铺,信息的真实性、准确性和合法性由该信息的来源商铺所属企业完全负责。本站对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。
友情提醒: 建议您在购买相关产品前务必确认资质及产品质量,过低的价格有可能是虚假信息,请谨慎对待,谨防上当受骗。